- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

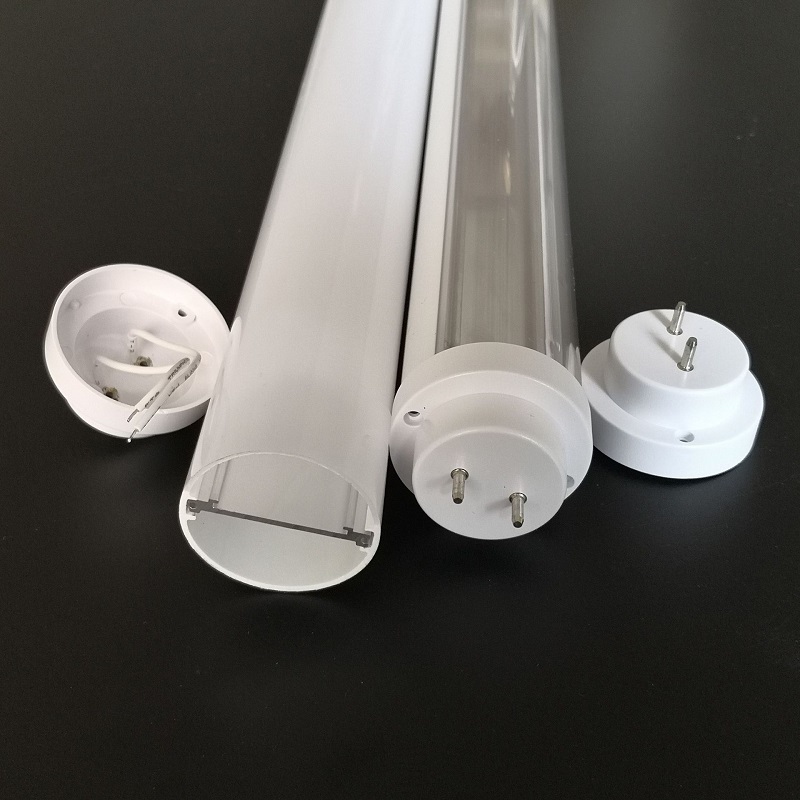
Неліктен жарық диодты түтік корпусындағы алюминий профилінде коррозия дақтары бар?
JE-нің көп жылдық өндірістік тәжірибесіне және алюминий профильдерін өндірудегі әртүрлі технологиялық параметрлерді зерттеуге сәйкес, сондай-ақ оператордың процесті орындауын кейінгі тергеуге сәйкес, коррозия нүктелерінің негізгі себептері деп саналады. Жарықдиодты шамның қабығындағы алюминий профильдері келесідей:
(1) Кейде қандай да бір себептермен құю процесінде магний мен кремнийді қосу қатынасы сәйкес келмейді, сондықтан Ï(Mg)/Ï(Si) 1,0-ден 1,3-ке дейінгі диапазонда болады, бұл әлдеқайда аз. оңтайлы қатынасы 1,73 (әдетте 1,3-тен 1,5 диапазонында бақыланады). Осылайша, магний мен кремний компоненттерінің мөлшері белгіленген диапазонда болады (Ï(Mg)=0,45% - 0,9%, Ï(Si)=0,2% - 0,6%). Дегенмен, артық кремнийдің бір бөлігі бар, ол алюминий қорытпасында бос күйдегі кремнийдің аз мөлшеріне қосымша үштік қосылыс түзеді. Ï(Si)<Ï(Fe) болғанда α(Al12Fe3Si) көбірек фаза түзіледі, ол морт сынғыш қосылыс болып табылады. Ï(Si)>Ï(Fe) көп β(Al9Fe2Si12) түзілгенде Морт ине тәрізді қосылыс болып табылатын альфа фазасы альфа фазасына қарағанда зиянды әсер етеді, бұл қорытпаны бейімді етеді. оның бойымен сыну. Бұл ерімейтін қоспа фазалары немесе қорытпада түзілген бос қоспа фазалары түйіршік шекараларында бірігуге бейім, дән шекараларының беріктігі мен қаттылығын бір уақытта әлсіретеді [1-3] және коррозияға төзімділіктің ең әлсіз буынына айналады. алдымен өнімнен басталады.
(2) Балқыту процесінде магний мен кремнийді қосу арақатынасы стандартта көрсетілген диапазонда болғанымен, кейде біркелкі емес және жеткіліксіз араластыру салдарынан балқымадағы кремнийдің таралуы біркелкі емес, жергілікті байыту аймақтары және сарқылу. Аудан. Алюминийдегі кремнийдің ерігіштігі өте аз болғандықтан, эвтектикалық температура 577°С-та 1,65%, ал бөлме температурасында 0,05% ғана. Штанга құйылғаннан кейін біркелкі емес құрамның құбылысы пайда болады, бұл өнеркәсіптік алюминий профиль бұйымдарында тікелей көрінеді. , алюминий матрицасында аздаған бос кремнийдің болуы қорытпаның коррозияға төзімділігін төмендетіп қана қоймайды, сонымен қатар қорытпа түйірлерін ірілендіреді [4].
(3) Дайындаманы шамадан тыс алдын ала қыздыру температурасы, металды экструзия ағынының жылдамдығын дұрыс бақылау, экструзия кезінде ауаның салқындату күші, қартаю температурасы және ұстау уақыты және т.б. сияқты экструзия кезінде әртүрлі технологиялық параметрлерді бақылау. Магний мен кремний Mg2Si толықтай айналмайды. фаза, бірақ кейбір бос кремний бар.
JE - T12 түтік корпустарын өндіруге маманданған зауыт, қосымша түтік корпустары үшін мына сілтемені қараңыз:
https://www.jeledprofile.com/led-tube-housing
Қосымша ақпарат алу үшін хабарласыңыз:sales@jeledprofile.com
Тел/Whatsapp/Wechat: 0086 13427851163
Сұрау жіберу


X
Біз cookie файлдарын сізге жақсырақ шолу тәжірибесін ұсыну, сайт трафигін талдау және мазмұнды жекелендіру үшін пайдаланамыз. Осы сайтты пайдалану арқылы сіз cookie файлдарын пайдалануымызға келісесіз.
Құпиялылық саясаты