- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Алюминий профильді экструзия қалыптарына арналған сақтық шаралары - бірінші бөлім
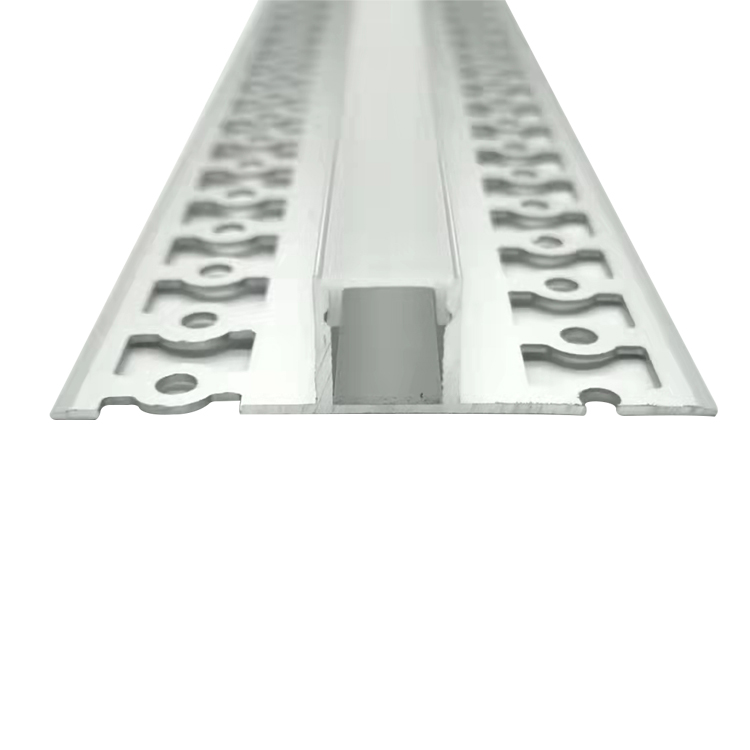
Бұл сақтық шараларының бірінші бөлігіалюминий профильді экструзияқалыптар.
(1) Онлайн және офлайн режимде пішіннің өлшемдік дәлдігін, қаттылығын және бетінің кедір-бұдырлығын анықтау үшін жетілдірілген құралдарды пайдаланыңыз. Тексеру мен қабылдаудан өткен қалыптар тіркеліп, қоймадағы сөрелерге қойылады. Қолдану кезінде жылтырататын қалып саңылауының жұмыс белдеуін шығарып алыңыз да, бағыттаушы қалыпты, профильді қалып пен қалып төсемін жинап, тексеріңіз. Егер олардың дұрыс екендігі расталса, оларды қыздыру үшін машинаға жіберіңіз;
(2) Алюминий профильді экструзия құралын машинаға қойғанға дейін қыздыру температурасына қойылатын талаптар: экструзия бөшкесі: 400 ~ 450 ℃, экструзия төсемі: 350 ℃, матрицалық төсем: 350 ~ 400 ℃, тегіс штамп: 450 ~ 470 ℃, бөлінетін қалып : 460~480℃, ұстау уақыты қалып қалыңдығына қарай есептеледі (l,5~2 минут/мм);
(3) Алюминий профильді экструзиялық құралды пеште қыздыру уақыты 10 сағаттан аспайды. Уақыт тым ұзақ болса, саңылаулардың жұмыс белдігі оңай тоттанады немесе деформацияланады;
JE - бұл жарықдиодты алюминий экструзия профиліне мамандандырылған зауыт, толығырақ ақпаратты мына жерден қараңыз:
www.jeledprofile.com
Немесе мына мекенжайға хабарласыңыз: sales@jeledprofile.com
Тел/Whatsapp/Wechat: 0086 13427851163
Сұрау жіберу


X
Біз cookie файлдарын сізге жақсырақ шолу тәжірибесін ұсыну, сайт трафигін талдау және мазмұнды жекелендіру үшін пайдаланамыз. Осы сайтты пайдалану арқылы сіз cookie файлдарын пайдалануымызға келісесіз.
Құпиялылық саясаты