- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Жарықдиодты түтіктердің корпустары үшін алюминий профильдерін экструзия жасау алдында назар аударуды қажет ететін мәселелер
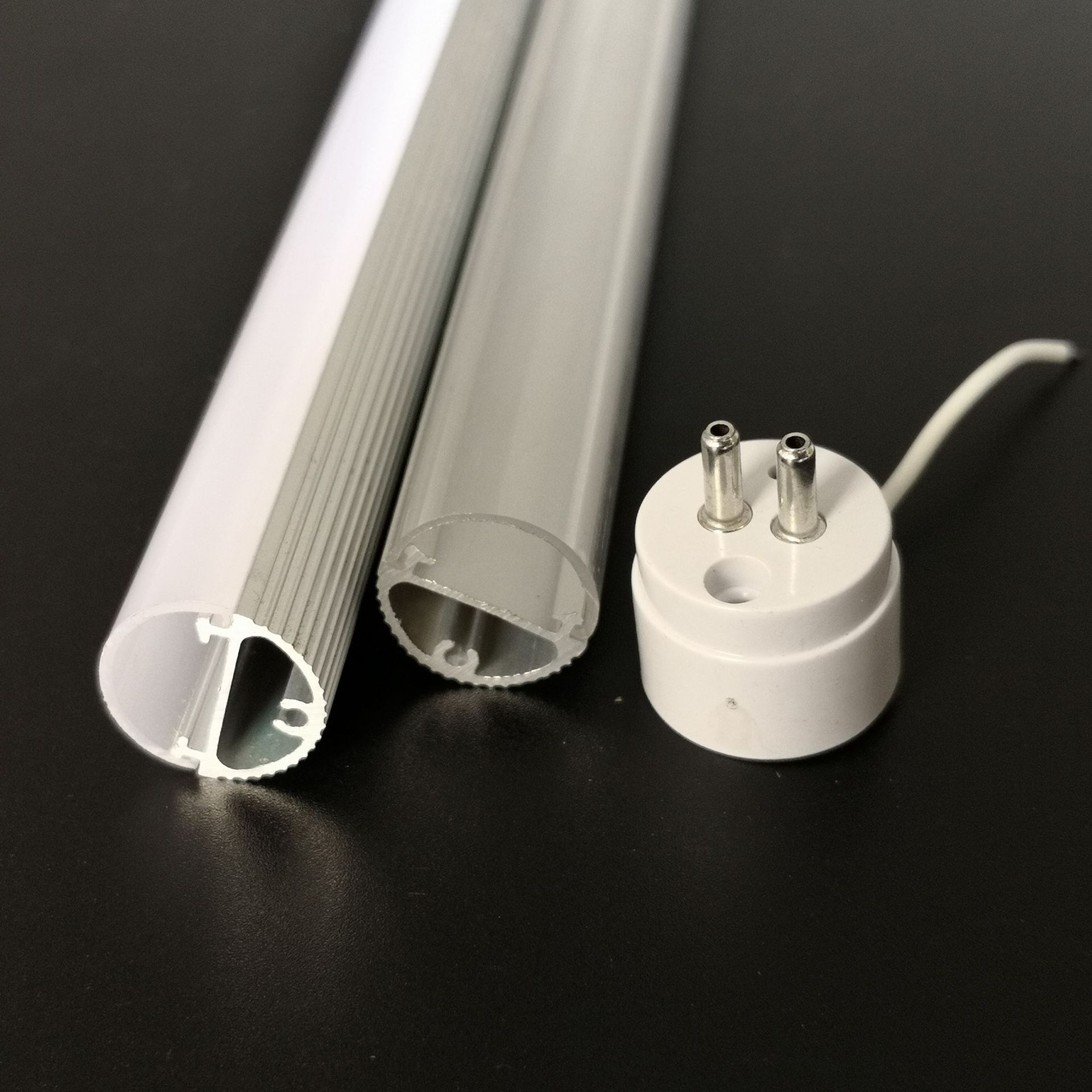
JE компаниясы күн сайын машинада көптеген алюминий профилін экструдтайды. Біздің компанияның алюминий экструзиясының сапасы мен тұрақтылығын қалай қамтамасыз ететіні сізді қызықтырады ма? Шын мәнінде, экструзия процесінің әрбір қадамы өте маңызды. Бүгін редактор сіздерді JE компаниясының алюминийді экструзиясы алдында сақтық шараларымен таныстырады:
(1) Он-лайн және желіден тыс қалыптың өлшемдік дәлдігін, қаттылығын және бетінің кедір-бұдырлығын анықтау үшін жетілдірілген құралдарды пайдаланыңыз. Тексеруден және қабылдаудан өткен қалыптар тіркеледі, қоймаға салынып, сөреге қойылады, ал қалыптың тесігін жылтыратуға арналған жұмыс белдігі пайдаланылған кезде алынады, ал бұру қалып, профильді қалып, қалып төсемі құрастырылады және тексеріліп, дұрыстығы расталған кезде машинаға қыздыруға жіберіледі;
(2) Машина көрсетілгенге дейін алюминий профильді экструзия құралы мен матрицаның қыздыру температурасы: экструзия цилиндрі: 400-450 °C, экструзия төсеніші: 350 °C, қалыптау төсеніші: 350-400 °C, тегіс штамп: 450- 470 °C, бөлінген қалып: 460~480, ұстау уақыты пішіннің қалыңдығына сәйкес есептеледі (1,5~2 минут/мм);
(3) Алюминий профильді экструзиялық құралды және пештегі штампты қыздыру уақыты 10 сағаттан аспайды. Уақыт тым ұзақ болса, қалып тесігінің жұмыс белбеуі оңай тоттануға немесе деформацияға ұшырайды;
(4) Алюминий қорытпасының профильдерін экструзиялаудың бастапқы кезеңінде қысымды баяу қолдану керек, өйткені соққы күші зеңнің бітелуіне әкелуі мүмкін. Егер қалып бітеліп қалса, қалып саңылауының жұмыс белдеуінің жаншылуын болдырмау үшін машинаны дереу тоқтатыңыз.
JE - жарықдиодты түтік корпустарын шығаруға маманданған зауыт, қосымша түтік корпустары үшін мына сілтемені қараңыз:
https://www.jeledprofile.com/led-tube-housing
Қосымша ақпарат алу үшін хабарласыңыз:sales@jeledprofile.com
Тел/Whatsapp/Wechat: 0086 13427851163
Сұрау жіберу


X
Біз cookie файлдарын сізге жақсырақ шолу тәжірибесін ұсыну, сайт трафигін талдау және мазмұнды жекелендіру үшін пайдаланамыз. Осы сайтты пайдалану арқылы сіз cookie файлдарын пайдалануымызға келісесіз.
Құпиялылық саясаты